|
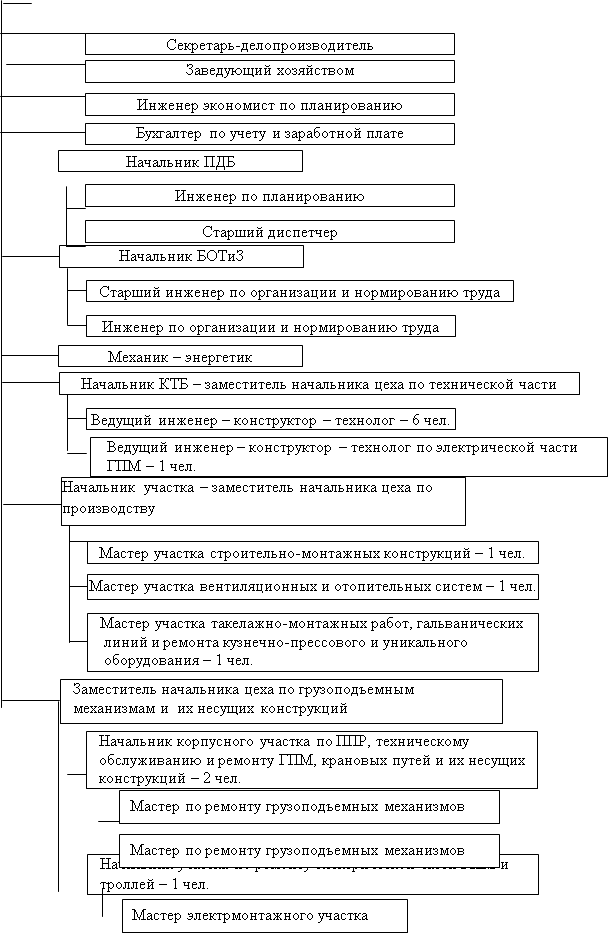
Отчет по практике: Помощник мастера в монтажном цехеОтчет по практике: Помощник мастера в монтажном цехеФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ СИБИРСКИЙ ГОСУДАРСТВЕННЫЙ АЭРОКОСМИЧЕСКИЙ УНИВЕРСИТЕТ имени академика М.Ф. Решетнева Кафедра СЛА ОТЧЕТ по ИНЖЕНЕРНО ПРОИЗВОДСТВЕННОЙ ПОДГОТОВКЕ Выполнил: студент гр. ТС-31 Ластовский А.В. Руководитель: Прокопьев С.В. Красноярск 2007 Содержание: Введение 1. Характеристика цеха изготовления и монтажа металлических конструкций, оборудования и систем вентиляции 1.1 Назначение подразделения предприятия 1.2 Организационная структура подразделения 1.3 Права и обязанности руководящих работников подразделения 1.4 Сварочное оборудование, используемое в цехе. Описание и характеристика 1.5. Мероприятия по охране труда, применяемые в цехе и мероприятия по противопожарной безопасности. Введение Все было - трудное начало, Ударный ритм тридцатых лет, Где сердце молотом стучало, И каждый свой оставил след. И там, где путь лежал кандальный, Был первый камень заложен. И люди все тогда узнали Завод «Красмашем» наречен. И корпуса - эпохи вехи,. Завод тот рос из года в год. Нам близки все его успехи И дорог каждый новый взлет. В. Прuходченко, поэт-красмашевец Становление В начале тридцатых годов в качестве генеральной линии экономического развития в стране был взят курс на индустриализацию, основным звеном которой стало развитие тяжелой промышленности. При этом особая роль отводилась Сибири, располагавшей огромными природными и сырьевыми ресурсами. 23 февраля 1932 г. ЦК ВКП(б) принял решение о создании в Восточно-Сибирском крае завода металлургии и тяжелого машиностроения. По предложению Наркомата тяжелой промышленности местом возведения этого предприятия был определен г. Красноярск. Выбор не являлся случайным. Город располагался на пересечении мощных транспортных путей: водного - по Енисею и железнодорожного - по Транссибирской магистрали. Избранный район отличался, помимо всего прочего, исключительно богатыми ресурсами строительных материалов, это был очень серьезный фактор для создания такого завода именно здесь. К тому же Красноярск на первых порах мог обеспечить строительство минимумом оборудования для механообработки, городская электроста - электроэнергией, а канское рудоуправление - углем. Строительная площадка «Красмаша» развернулась на правом берегу Енисея. Правобережье в то время представляло собой заросшее березняком плато, протяженностью более десяти километров. В тридцатые годы в этом районе размещались только небольшие железнодорожные станции (Злобина, Базаиха), а также три старинных села: Торгашино, Базаиха и Ладейка. Это уже потом, спустя многие годы поэт Лев Ошанин -напишет стихи о преобразившемся, благодаря прежде всего«Красмашу», правобережье, в которых будут такие строки: «И сегодня Правый берег - десять Левых берегов». При выборе стройплощадки учитывался и ровный рельеф местности, что позволяло без особых сложностей проводить планировку и привязку будущих заводских корпусов. Первоначально будущий завод ориентировался на производство оборудования для золотодобывающей промышленности. Великий каторжный путь Увеличивая свои золотые запасы, страна могла бы больше закупать на мировом рынке технических средств, столь необходимых для реконструкции народного хозяйства. В условиях острого дефицита времени управляющий Главцветметзолотом А.П. Серебровский в мае 1932 г. обратился в Наркомат тяжелой промышленности с просьбой приступить к подготовительным работам по «Красмашу» до утверждения его проекта. В том же году в постановлении Политбюро ЦК ВКП(б) и Совнаркома СССР отмечалось: «Форсировать строительство Красноярского машиностроительного завода золотопромышленности с расчетом ввода в действие первой очереди не позднее ноября 1933 г., для чего включить завод в писки ударных строек, находящихся под особым наблюдением Наркомтяжпрома. Закончить проектирование завода не позднее 1 октября 1932 г. и в текущем год разместить заказы на оборудование». Для сооружения и временной эксплуатации «Красмаша» 7 июля 1932 г. было организовано осударственное управление по строительству Красноярского машиностроительного завода - «Стройкрасмаш», находившееся в ведении Главцветметзолота Наркомтяжпрома СССР. 13 июля 1932 года комиссия Народного комиссариата тяжелой промышлеНН0СТИ Союза ССР твердила Устав «Стройкрасмаша», после чего управление получило права юридического лица. Дату 1 3 июля 1932 года и принято считать днем рождения завода. 23 июля 1932 г. Устав «Стройкрасмаша» был зарегистрирован в Бюро регистрации Наркомата финансов СССР (за NQ 1034). С этого времени завод обрел права гражданства, юридического лица. Проектирование промышленного гиганта на Енисее было поручено ленинградскому объединению «Гипромаш». По генеральной смете на строительство красноярского завода тяжёлого машиностроения выделялось более 71,3 млн. руб. Основное назначение завода - выпуск драг, паровых котлов, башенных экскаваторов для золотых приисков. Согласно техническому проекту мощность «Красмаша» определялась годовой программой в 35 экскаваторов и 48 паровых котлов. Начальником строительства по представлению Восточно-Сибирского крайкома ВКП(б) от 13 марта 1932 г. был назначен М.С.Матвеев. Будущий завод-гигант с его социалистическим городком, культурными учреждениями и 18-тысячным трудовым коллективом призван был коренным образом изменить индустриальный облик города на Енисее. С первых же шагов строители столкнулись с немалыми трудностями, связанными, прежде всего с тем, что подготовительные работы пришлось начинать до утверждения технического проекта. Немало жарких споров возникало по поводу определения площадки под объекты завода. Предстояло в сжатые сроки ввести в действие вспомогательные производства: кирпичный завод, насосную станцию, подъездные пути и т. п. И нужно было ускоренными темпами строить жилье и объекты культурно-бытового назначения для прибывающих строителей, так как город не имел возможности их предоставить, хотя и стремился всемерно помогать. Строительство завода было взято под особый контроль Красноярского ,горкома ВКП(б). В постановлении бюро горкома от 1 мая 1932 г. подчеркивалось: «Учитывая жесткие сроки строительства (19 -20 месяцев) и значительное количество рабочей силы (до 9000 строителей), предложить управлению строительства совместно с отделом кадров определить количество квалифицированной рабочей силы, подлежащее передаче в «Красмаш» из других городских организаций, подобрать 12 членов партии для административно-хозяйственной и партийной работы. Поручить бюро горкома комсомола выделить не менее 25 комсомольцев для работы в аппарате «Красмаша» 1.1. Назначение подразделения Цех изготовления и монтажа металлических конструкций и сооружений, оборудования и систем вентиляции является самостоятельным структурным подразделением предприятия, подчиненным непосредственно главному механику предприятия. Цех изготовления и монтажа металлических конструкций и сооружений, оборудования и систем вентиляции возглавляется начальником цеха, который назначается и освобождается от занимаемой должности генеральным директором предприятия по представлению главного механика и согласованию с техническим директором предприятия. В своей работе начальник цеха руководствуется действующим законодательством, директивными, нормативными, инструктивными и методическими документами, действующими на предприятии, СНиП, ПЭУ, Правилами устройства и безопасной эксплуатации грузоподъемных механизмов, указаниями генерального директора, технического директора и главного механика предприятия, а так же настоящим Положением. На должность начальника цеха назначаются лица с высшим специальным образованием, обладающие необходимыми знаниями и опытом в области изготовления и монтажа оборудования, металлоконструкций, систем вентиляции, отопления и ремонта грузоподъемных механизмов и их несущих конструкций. Основными задачами цеха изготовления и монтажа металлических конструкций, оборудования и систем вентиляции являются: 1. Своевременное и качественное выполнение работ по изготовлению, монтажу (демонтажу), ремонту металлических сооружений, вентиляции, гальванических линий, внутрикорпусных систем отопления. 2. Регулярный осмотр, техническое обслуживание, экспертиза и выдача заключений экспертного обследования, дефектация и капитальный ремонт всех видов грузоподъемных механизмов, крановых путей и их несущих конструкций (подкрановые балки, колонны) с изготовлением необходимых деталей и крепежа, приготовление волосяного бетона, бетонирование крановых путей, балок, колонн при строгом соблюдении технической документации на эти работы. 3. Демонтаж, перевозка и монтаж металлообрабатывающего, сварочного, кузнечно-прессового оборудования в подразделениях предприятия. 4. Разработка и проектирование планов организаций работ (ПОР), конструкторско-технологической документации и дефектных ведомостей на все виды ремонта грузоподъемных механизмов (ГПМ). 5. Разработка и проектирование конструкторско-технологической документации новых кран-балок, монорельсов и кранов-укосин, их изготовление, монтаж и демонтаж. Дефектация и ремонт внутрикорпусных систем отопления и вентиляции в соответствии с утвержденными плановыми заданиями и по разовым заказам. 6. Разработка ПОР, технологий, ремонт и модернизация оборудования (кузнечных молотов, прессов, стапелей, рольгангов, конвейеров, элеваторов, газовых и электрических печей, уникального автоматизированного и механического оборудования) для цехов предприятия. Инженерно-технологическая и организационная подготовка ремонтов, модернизаций и пуско-наладочных работ. Для выполнения своих задач персонал цеха: 1. Разрабатывает и проектирует конструкторско-технологическую документацию планов организации работ (ПОР) на все виды монтажно-демонтажных работ. 2. Проводит экспертное обследование, дефектацию, а также регулярный осмотр, техническое обслуживание, текущий и капитальный ремонт всех видов грузоподъемных механизмов, крановых путей и их несущих конструкций. 3. Разрабатывает необходимую конструкторско-технологическую документацию на ремонт всех видов ГПМ и их несущих конструкций, паспорта на крановые пути и их несущие конструкции с регулярным заполнением их по результатам осмотра, технического обслуживания, текущего и капитального ремонтов. 4. Разрабатывает технологические процессы по направлениям производственной деятельности цеха, обеспечивающие изготовление и выпуск высококачественной продукции с наименьшими затратами, с учетом СНиП, правил и норм охраны труда, промышленной и пожарной безопасности. 5. Осуществляет изготовление, монтаж и демонтаж, ремонт и модернизацию: - систем вентиляции, калориферов, дымопроводов, паропроводов и газопроводов; - пескоструйных, дробеметных, сушильных и окрасочных камер, печей различных типов и манипуляторов для их загрузки; - гальванических ванн различных типов с их футеровкой и облицовкой кислотоупорными материалами (винипласт, пластикат, полиизобутилен, диабазовая плитка и т.д.) - замену рам и остекление крышных фонарей с резкой и герметизацией стекла, на промышленных зданиях и сооружениях; - замену шиферного и металлического перекрытия зданий и сооружений с реконструкцией стропильных конструкций под перекрытия современными материалами. 6. Производит изготовление и монтаж: - металлических ворот, в том числе ворот рентгенкабин со сваркой и обкладкой листовым свинцом, дверей, панелей, заборов и оконных решеток всех видов и размеров; - ферм мостовых кранов, подкрановых балок, стропильных и подстропильных ферм и фонарных переплетов; - фундаментных рам, ремонтных площадок, площадок для обслуживания оборудования и светильников; - эстакад для разгрузки вагонов с углем, досмотровых будок и эстакад, переходных галерей, рекламных стендов, перекрытий и люков; - молниезащит, лестниц всех видов, а также испытания пожарных лестниц и ограждений на крышах. 7. Осуществляет ремонт прессов, молотов, стапелей, печей для разогрева битума и другого оборудования. 8. Централизованно проводит работы по демонтажу, ремонту, сборке, испытаниям под давлением и монтажу секций батарей отопительной системы и многоручьевых регистров в подразделениях предприятия. 9. Проводит работу по усилению стен, емкостей, теплиц металлическими конструкциями, а также по их облицовке алюминиевым профилем. 10. Осуществляет демонтаж, перевозку и монтаж металлообрабатывающего, сварочного, кузнечно-прессового и другого оборудования в подразделениях предприятия. 11. Выполняет жестяные работы при ремонте автотранспорта предприятия. 12. Изготавливает в качестве платных услуг металлические конструкции для работников предприятия и населения (печи для бань, столбики для дачных заборов, гаражи, гаражные стеллажи, контейнеры для ЖКХ, водосточные трубы и др.) 13. Проводит работы по грунтовке и окраске изготовленных металлических конструкций. 14. Решает все технические вопросы, возникающие в процессе изготовления, ремонта, модернизации, монтажа металлических конструкций, оборудования, систем вентиляции и отопления по номенклатуре цеха. 15. Проводит работы по инвентаризации и паспортизации оборудования цеха, подлежащего ремонту по графику ППР, определяет его техническое состояние, составляет инвентаризационные и дефектные ведомости. 16. Ведет технический архив, своевременно вносит изменения в действующую документацию. 17. Производит все виды ремонта и модернизации электрооборудования электромостовых кранов, кран-балок, кранов- штабелеров, кранов- укосин, козловых кранов, лифтов и монорельсов. 18. Осуществляет монтаж и демонтаж электрооборудования, на всех видах вентиляционных систем изготовляемых цехом. 19. Выполняет работы по проектированию и обеспечению конструкторско-технологической документацией, схемами всех видов электроремонта грузоподъемных механизмов и вентиляционных систем. 20. Проводит дефектации, планово-предупредительные ремонты, техническое обслуживание и капитальный ремонт электрооборудования всех видов грузоподъемных механизмов и вентиляционных систем. 21. Проводит экспертизу и дефектацию электрооборудования всех видов грузоподъемных механизмов и вентиляционных систем. 22. Осуществляет проектирование, ремонт, демонтаж, изготовление и монтаж троллей и кабельных растяжек (подвесок). 1.2. Организационная структура подразделения Структура и штаты цеха изготовления и монтажа металлических конструкций, оборудования и систем вентиляции определяются в соответствии с требованиями Ростехнадзора и с действующими на предприятии нормативами численности руководителей, специалистов и служащих с учетом объемов производства, результатов финансово-хозяйственной деятельности цеха и предприятия в целом, а так же специфики, объема и характера выполняемых цехом работ. Организационная структура управления цеха №68
1.3. Права и обязанности руководящих работников подразделения ОБЯЗАННОСТИ НАЧАЛЬНИКА ЦЕХА Начальник цеха наряду с общими для всех руководителей обязанностями, изложенными в приложении к сборнику «Управление предприятием» Часть II, издание второе, обязан: 1. Обеспечивать своевременное и качественное проведение работ по изготовлению, монтажу, ремонту и модернизации металлических конструкций, систем вентиляции и оборудования для подразделений предприятия по закрепленной номенклатуре в соответствии с техническими условиями, проектной и другой документацией. 2. Обеспечивать своевременное и качественное проведение работ по экспертному обследованию, дефектации, осмотру, техническому обслуживанию, текущему и капитальному ремонту и учету всех видов ГПМ, крановых путей и их несущих конструкций. 3. Обеспечивать своевременное и качественное проведение работ по разработке, проектированию конструкторско-технологической документации на все виды ПОР и ремонта ГПМ крановых путей и их несущих конструкций. 4. Обеспечивать внедрение прогрессивных ресурсосберегающих технологий, средств малой механизации, автоматизации и механизации трудоемких монтажных и ремонтных работ, применять прогрессивные методы монтажа металлических конструкций в целях повышения качества работ, снижения издержек производства, трудоемкости и стоимости монтажных и ремонтных работ. 5. Обеспечивать сдачу в эксплуатацию смонтированных объектов в заданные сроки и с качеством, установленным нормативно-технической документацией. 6. Обеспечивать бесперебойную и надежную работу производственного оборудования цеха, его исправное состояние, технически правильную и безопасную эксплуатацию, своевременный ремонт и профилактическое обслуживание, содержание в работоспособном состоянии на требуемом уровне точности. 7. Обеспечивать производственные участки и персонал цеха инструктивной, нормативной и эксплуатационной документацией для производства монтажных и ремонтных работ, включая инструкции по охране труда при выполнении этих работ и безопасной эксплуатации используемого оборудования. 8. Систематически проводить анализ производственно-хозяйственной деятельности цеха, совершенствовать организацию производства монтажных и ремонтных работ, проводить работу по изысканию и использованию резервов повышения производительности труда, а также снижению себестоимости. 9. Организовывать выполнение инициативных заказов на мощностях цеха, свободных от выполнения плановых заданий. 10. Организовывать учет, составление и своевременное представление установленной отчетности о производственно-хозяйственной деятельности цеха, обеспечивать достоверность отчетных данных. 11. Осуществлять работу по совершенствованию нормирования труда, правильному применению форм и систем оплаты и стимулирования труда, обобщению и распространению передовых приемов и методов труда, развитию рационализаторства и изобретательства. 12. Обеспечивать использование оборудования, инструмента, приспособлений, грузоподъемных механизмов и транспортных средств, вычислительной и организационной техники, предохранительных и ограждающих устройств в соответствии с требованиями правил и норм охраны труда, промышленной и пожарной безопасности. 13. Постоянно совершенствовать организацию и технологию производства монтажных и ремонтных работ. 14. Осуществлять контроль за соблюдением персоналом цеха правил и инструкций по эксплуатации, техническому обслуживанию и ремонту оборудования, правил и норм охраны труда, промышленной и пожарной безопасности. 15. Выполнять обязанности по охране труда, изложенные в «Системе управления охраной труда на предприятии», утвержденной 18.06.2000. ПРАВА НАЧАЛЬНИКА ЦЕХА Начальник цеха изготовления и монтажа металлических конструкций, оборудования и систем вентиляции оборудования и систем вентиляции наряду с общими для всех руководителей обязанностями, изложенными в приложении к сборнику «Управление предприятием» Часть II, издание второе, имеет право: 1. Утверждать задания подразделениям цеха по выполнению плановых работ и инициативных заказов. 2. Требовать от функциональных отделов предприятия своевременного обеспечения цеха материалами, запчастями, ПКИ, инструментом, технической документацией и всем необходимым для нормальной деятельности цеха. 3. Предъявлять претензии другим подразделениям предприятия за ущерб, нанесенный цеху. 4. Принимать участие в
разработке годовых графиков ППР и капитального ремонта оборудования. ОБЯЗАННОСТИ ЗАМЕСТИТЕЛЯ НАЧАЛЬНИКА ЦЕХА ПО ПРОИЗВОДСТВУ: 1. Обеспечивать ритмичное выполнение участками и цехом в целом плана производства, договорных поставок и графиков-договоров по всем технико-экономическим показателям с высоким качеством выпускаемой продукции. 2. Обеспечивать своевременное выполнение производственных заданий по оперативным распоряжениям и указаниям ПДО. 3. В соответствии с Руководством «Управление выполнением плана производства и поставок продукции» организовывать доведение до рабочих мест и проработку плана производства на год, квартал, месяц, графиков-договоров, а также договоров администрации цеха с бригадами и индивидуальными рабочими. 4. Организовывать своевременную разработку, проработку и заключение графиков-договоров между смежными цехами и отделами предприятия в соответствии с Руководством «Управление выполнением плана производства и поставок продукции». 5. Организовывать разработку номенклатурных план-графиков участкам на основе производственной программы, номенклатурного задания цеху и графиков-договоров. 6. В производственных графиках и заданиях предусматривать сроки запуска-выпуска по видам работ. 7. Обеспечивать разработку и оформление графиков-договоров администрации цеха с бригадами и индивидуальными рабочими и контроль их выполнения всеми работниками, указанными в договорах. 8. В порядке планово-предупредительного обслуживания рабочих мест, готовить совместно с начальником ПДБ сменно-суточные задания для каждого производственного участка и принимать все меры для обеспечения их выполнения. 9. Обеспечить разработку, подготовку и выдачу сменно-суточных заданий всем производственным рабочим. 10. Оперативно руководить ходом производства в цехе, на участках и каждом рабочем месте, принимать оперативные исчерпывающие меры по взаимной увязке работы производственных участков цеха для обеспечения ритмичной работы сборочных и иных смежных цехов. 11. Оперативно устранять причины сбоев в производстве, своевременно привлекая службы цеха и предприятия. 12. Обеспечивать создание и поддержание в цехе запасов материалов, заготовок, полуфабрикатов и комплектных производственных заделов на нормативном уровне. 13. Участвовать в проведении инвентаризации запасов материалов и незавершённого производства, анализировать её результаты с отражением реального состояния и разрабатывать предложения по снижению нормативов запасов и незавершённого производства до уровня минимально необходимых. 14. Обеспечивать максимальную загрузку рабочих мест. 15. Обеспечивать полное использование рабочего времени рабочими, не допуская простоев и других потерь рабочего времени. В случаях вынужденного простоя немедленно принимать меры по перемещению рабочих на другие рабочие места и обеспечению их работой. 16. Оперативно решать все возникающие производственные вопросы, как внутренние, так и межцеховой кооперации, используя все средства связи, личные контакты и центральный диспетчерский пункт (ЦДП). 17. Обеспечить плановую комплектацию цеха материалами, заготовками, ДСЕ и покупными комплектующими изделиями. 18. Систематически анализировать работу производственных участков, служб и отдельных работников цеха с подготовкой предложений по совершенствованию их производственной деятельности. 19. Контролировать своевременность запуска и окончания смены. 20. Совместно со старшими мастерами участков, мастерами и ПДБ цеха предупредительно рассматривать вопросы обеспечения заготовками, деталями, узлами и материалами суточного задания цеха с целью принятия необходимых мер по ликвидации дефицита и обеспечению ритмичной работы цеха, участков, бригад и рабочих мест. 21. В случаях аварийной поломки или снижения точности оборудования и оснастки, которые могут привести к потере производственного темпа, своевременно привлекать соответствующие службы цеха и предприятия для принятия мер по ускорению ремонтных работ. 22. Выявлять и устранять причины появления дефектов и брака, нарушений технологической дисциплины, вести систематическую работу по повышению качества и надёжности выпускаемой продукции в соответствии с действующей на предприятии системой качества (СК). 23. Разрабатывать мероприятия, направленные на снижение трудоёмкости выпускаемой продукции, повышение культуры производства и обеспечивать их выполнение. 24. Обеспечивать экономное использование сырья, материалов, топлива, электроэнергии, участвовать в работах по энергосбережению. 25. Контролировать своевременность выполнения оргтехмероприятий подчинёнными подразделениями цеха. 26. Осуществлять контроль за строгим соблюдением на производственных участках правил и норм охраны труда, промсанитарии, промышленной и пожарной безопасности, организацией инструктажа рабочих по этим вопросам. ПРАВА ЗАМЕСТИТЕЛЯ НАЧАЛЬНИКА ЦЕХА ПО ПРОИЗВОДСТВУ: 1. Требовать от подразделений цеха выполнения в срок всех работ и мероприятий, обеспечивающих ритмичное выполнение цехом производственных планов по всем показателям. 2. Требовать от старших мастеров, мастеров и рабочих своевременного запуска и окончания смены, поддержания чистоты и культуры производства на производственных участках. 3. Требовать от цехов-поставщиков и служб предприятия выполнения графиков-договоров и утверждённых мероприятий. 4. Прекращать производство работ на неисправном оборудовании, при обнаружении брака и когда дальнейшее производство работ может привести к несчастным случаям или иным негативным последствиям, а также когда последствия невозможно предсказать. 5. Совместно с начальником техбюро цеха передавать (в случае производственной необходимости) изготовление деталей, узлов, агрегатов с одного производственного участка на другой либо на другое рабочее место на том же участке. 6. Привлекать к решению производственных вопросов работников функциональных служб предприятия по согласованию с их руководителями. ОБЯЗАННОСТИ ЗАМЕСТИТЕЛЯ НАЧАЛЬНИКА ЦЕХА ПО ГРУЗОПОДЪЕМНЫМ МЕХАНИЗМАМ: 1. Обеспечивать ритмичное выполнение подчиненным участком и цехом в целом ПТР, ППР, плана производства, договорных поставок и графиков-договоров по всем технико-экономическим показателям с высоким качеством выпускаемой продукции. 2. Обеспечивать своевременное выполнение производственных заданий по оперативным распоряжениям и указаниям вышестоящего руководства. 3. В соответствии с Руководством «Управление выполнением плана производства и поставок продукции» организовывать доведение до рабочих мест и проработку плана производства на год, квартал, месяц, графиков-договоров, а также договоров администрации цеха с бригадами и индивидуальными рабочими. На основе рапортов мастеров готовить проекты приказов о готовности цеха к выполнению производственных заданий, производственной программы и графиков-договоров. 4. Организовывать своевременную разработку, проработку и заключение графиков-договоров между смежными цехами и отделами предприятия. 5. Организовывать разработку номенклатурных план-графиков участку на основе производственной программы, номенклатурного задания цеху и графиков-договоров. 6. В производственных графиках и заданиях предусматривать сроки запуска-выпуска производимой продукции. 7. В порядке планово-предупредительного обслуживания рабочих мест, готовить совместно с начальником ПДБ сменно-суточные задания для подчиненного участка и принимать все меры для обеспечения их выполнения. 8. Обеспечить разработку, подготовку и выдачу сменно-суточных заданий всем производственным рабочим. 9. Оперативно руководить ходом производства в цехе, на участках и каждом рабочем месте, принимать оперативные исчерпывающие меры по взаимной увязке работы производственных участков цеха для обеспечения ритмичной работы сборочных и иных смежных цехов. 10. Оперативно устранять причины сбоев в производстве, своевременно привлекая службы цеха и предприятия. 11. Участвовать в проведении инвентаризации запасов материалов и незавершённого производства, анализировать её результаты с отражением реального состояния и разрабатывать предложения по снижению нормативов запасов и незавершённого производства до уровня минимально необходимых и достаточных. 12. Обеспечивать максимальную загрузку рабочих мест. 13. Обеспечивать полное использование рабочего времени рабочими, не допуская простоев и других потерь рабочего времени. В случаях вынужденного простоя немедленно принимать меры по перемещению рабочих на другие рабочие места и обеспечению их работой. 14. Оперативно решать все возникающие производственные вопросы, как внутренние, так и межцеховой кооперации, используя все средства связи, личные контакты. 15. Обеспечить плановую комплектацию участка материалами, заготовками и покупными комплектующими изделиями. 16. Систематически анализировать работу производственных участка, служб и отдельных работников цеха с подготовкой предложений по совершенствованию их производственной деятельности. 17. Контролировать своевременность начала и окончания смены. 18. Совместно с мастерами и ПДБ цеха предупредительно рассматривать вопросы обеспечения заготовками и материалами суточного задания цеха с целью принятия необходимых мер по ликвидации дефицита и обеспечению ритмичной работы цеха, участка, бригад и рабочих мест. 19. В случаях аварийной поломки или снижения точности оборудования и оснастки, которые могут привести к потере производственного темпа, своевременно привлекать соответствующие службы цеха и предприятия для принятия мер по ускорению ремонтных работ. 20. Выявлять и устранять причины появления дефектов и брака, нарушений технологической дисциплины, вести систематическую работу по повышению качества и надёжности выпускаемой продукции в соответствии с действующей на предприятии системой менеджмента качества (СМК). 21. Разрабатывать мероприятия, направленные на снижение трудоёмкости выпускаемой продукции, повышение культуры производства и обеспечивать их выполнение. 22. Обеспечивать экономное использование сырья, материалов, топлива, электроэнергии, участвовать в работах по энергосбережению. 23. Контролировать своевременность выполнения оргтехмероприятий подчинённым участком цеха. 24. Осуществлять контроль за строгим соблюдением на производственных участках правил и норм охраны труда, промышленной, пожарной и экологической безопасности, правил внутреннего трудового распорядка на участке. организацией инструктажа рабочих по этим вопросам. 25. Обладать навыками работы на ПЭВМ в объеме пользователя в операционной системе Windows, Microsoft Office, или аналогичном. 26. Планировать и распределять работу среди подчиненных согласно их опыта и квалификации. Требовать от подчиненных ежемесячного отчета о выполненной работе. ПРАВА ЗАМЕСТИТЕЛЯ НАЧАЛЬНИКА ЦЕХА ПО ГРУЗОПОДЪЕМНЫМ МЕХАНИЗМАМ: 1. Требовать от подчиненного участка выполнения в срок всех работ и мероприятий, обеспечивающих ритмичное выполнение цехом производственных планов по всем показателям. 2. Требовать от мастеров и рабочих своевременного запуска и окончания смены, поддержания чистоты и культуры производства на производственных участках. 3. Требовать от цехов-поставщиков и служб предприятия выполнения графиков-договоров и утверждённых мероприятий. 4. Требовать от технического директора предприятия постановки на контроль деталей, получаемых цехом по межцеховой кооперации, срыв поставки которых может привести к срыву выполнения производственного плана цеха и впоследствии – программы предприятия. 5. Прекращать производство работ на неисправном оборудовании, при обнаружении брака и когда дальнейшее производство работ может привести к несчастным случаям или иным негативным последствиям, а также когда последствия невозможно предсказать. 6. Совместно с начальником техбюро цеха передавать (в случае производственной необходимости) изготовление деталей с одного производственного участка на другой либо на другое рабочее место на том же участке. 7. Привлекать к решению производственных вопросов работников функциональных служб предприятия по согласованию с их руководителями. ОБЯЗАННОСТИ МАСТЕРА ПРОИЗВОДСТВЕННОГО И ВСПОМОГАТЕЛЬНОГО УЧАСТКОВ 1. Обеспечивать ритмичное выполнение участком производственных заданий по всем технико-экономическим показателям с высоким качеством выпускаемой продукции. 2. Обеспечивать создание производственных заделов на нормативном уровне и учет движения производства, отражающий реальное состояние незавершенного производства. 3. Обеспечивать полное использование рабочего времени рабочими участка на протяжении всей смены. 4. Распределять работу между рабочими участка не входящими в состав бригад с учетом их квалификации. Своевременно выдавать им нормированные сменно-суточные задания. Создавать условия для выполнения рабочими участка норм выработки и сменно-суточных заданий. 5. Принимать непосредственное участие в проработке трудовым коллективом участка производственных планов и договоров, заключаемых администрацией цеха с производственными бригадами и с рабочими, работающими индивидуально. 6. Участвовать в формировании бригад (их количественного и профессионально-квалификационного состава), координировать их работу, принимать участие в проработке бригадами месячных план-графиков, подведении итогов и оценке производственной деятельности бригад. 7. Оказывать помощь бригадирам в решении организационно-тех-нических вопросов, обеспечивать увязку деятельности бригад участка с работой других бригад, связанных единой технологической цепочкой. 8. Проводить технико-экономический анализ работы своего участка. Результаты анализа и выводы использовать для повышения эффективности работы участка. 9. Активно внедрять на участке передовые приемы и методы труда, совмещение профессий. 10. Снижать производственные затраты на производство продукции на основе: - максимальной загрузки оборудования и механизмов с наиболее полным использованием их технических возможностей; - строгого соблюдения технологических процессов; - рационального расходования сырья, материалов и энергоресурсов; - эффективного использования фонда рабочего времени рабочими. 11. Контролировать качество выпускаемой продукции и выполняемых работ в объеме, предусмотренном технологической документацией. 12. Обеспечивать соблюдение установленных технологических процессов и оперативное устранение причин их нарушения, участвовать в разработке новых и совершенствовании действующих технологических процессов. 13. Своевременно внедрять изменения в технологических процессах. 14. Обеспечивать своевременный пересмотр в установленном порядке норм трудовых затрат, внедрение технически обоснованных норм и нормированных заданий, участвовать в разработке мероприятий по снижению трудоемкости изготовления продукции и организовывать их выполнение на участке. 15. Содействовать внедрению на участке новой техники и технологии, механизации и автоматизации трудоемких процессов и тяжелых ручных работ, выполнению планов технического развития, развитию рабочего изобретательства, своевременному внедрению принятых рационализаторских предложений. 16. Обеспечивать своевременное оформление и сдачу первичных документов по учету рабочего времени, простоев, выработки, начислению заработной платы. 17. Создавать в трудовом коллективе обстановку взаимной помощи и взыскательности, развивать у рабочих чувство высокой ответственности за выполнение производственных планов и повышение эффективности труда, участвовать в работе по повышению их профессионального мастерства и культурно-технического уровня. Организовывать работу по повышению квалификации рабочих и бригадиров, обучению их вторым и смежным профессиям. 18. Знакомить вновь поступающих рабочих с правилами внутреннего трудового распорядка, охраны труда, промышленной и пожарной безопасности, учитывая специфику работы данного участка. 19. Обеспечить строгое соблюдение рабочими участка трудовой и производственной дисциплины, правил внутреннего трудового распорядка. Отстранять от работы (не допускать к работе) работников участка в случаях, установленных законодательством, с немедленным уведомлением об этом начальника цеха. 20. Обеспечивать безопасные условия труда на участке и ежесменное проведение первой ступени контроля по охране труда с обязательным ведением журналов установленной формы. 21. Проводить периодический и внеочередной инструктаж рабочих по охране труда и требовать от них безусловного выполнения правил и норм охраны труда, промышленной и пожарной безопасности, действующих правил и инструкций по технической эксплуатации оборудования, инструмента и приспособлений, соблюдению технологической дисциплины, содержанию участка и рабочих мест в надлежащей чистоте и образцовом порядке. 22. Предоставлять непосредственному руководителю ежемесячный отчет о проделанной работе. 23. Выполнять требования правил и норм охраны труда, промышленной, пожарной и экологической безопасности. 24. Выполнять и обеспечивать выполнение подчиненными требований системы менеджмента качества (СМК) в рамках своих трудовых функций. ПРАВА МАСТЕРА ПРОИЗВОДСТВЕННОГО И ВСПОМОГАТЕЛЬНОГО УЧАСТКОВ 1. Требовать от начальника цеха своевременной выдачи участку сменно-суточных заданий и обеспечения их материалами, заготовками, комплектующими изделиями, инструментом, технологической оснасткой, техдокументацией и прочим. 2. В случае производственной необходимости временно переводить по согласованию с бригадирами рабочих из бригады в бригаду, вносить предложения начальнику цеха о перемещении рабочих на другие производственные участки. 3. Приостанавливать работу в случае нарушения рабочими участка правил и норм охраны труда, промышленной и пожарной безопасности, не допускать выполнения работ на неисправном оборудовании, применения неисправного или некачественного инструмента, приспособлений и контрольно-измерительных приборов, а также не допускать в производство материалов, сырья и полуфабрикатов, не отвечающих требованиям конструкторской и технологической документации. Примечание. О принятом решении мастер должен немедленно сообщить непосредственному или вышестоящему руководителю. 4. Участвовать в тарификации работ и в работе комиссий по присвоению тарифных разрядов в соответствии с тарифно-квалификационным справочником и сданной рабочим пробой или испытаниями. 5. Требовать от начальника цеха и начальника техбюро изменения технологических процессов, если они не обеспечивают высокой производительности труда или качества выпускаемой продукции. 6. Требовать от технологического бюро цеха уточнения чертежа, техпроцесса, если они имеют двоякое толкование рабочими. 7. Участвовать в приемке законченных работ по реконструкции участка, ремонту технологического оборудования, расстановке оборудования и средств механизации и автоматизации производственных процессов. 8. Формировать резерв бригадиров из наиболее квалифицированных рабочих, проявивших склонности (способности) к организаторской работе, рекомендовать их для направления на учебу. 9. Выносить на рассмотрение общего собрания коллектива бригады предложения о кандидатуре бригадира, а также об освобождении его от обязанностей бригадира. 10. Давать бригадирам участка предложения по установлению коэффициента трудового участия (КТУ) членам бригад. 11. Участвовать в оценке деятельности и решении вопросов, касающихся морального и материального поощрения подчиненных ему рабочих. 12. Давать предложения начальнику цеха о привлечении к ответственности работников участка за нарушение правил внутреннего трудового распорядка, брак в работе, нарушение правил технической эксплуатации оборудования, охраны труда, промышленной и пожарной безопасности.
1.4. Сварочное оборудование, используемое в цехе. Описание и характеристика. Балластный реостат типа РБ-301У2 Балластный реостат типа РБ-301У2 предназначен для регулирования тока при ручной дуговой сварке и наплавке металлов, плавящимся электродом от многопостовых сварочных выпрямителей и генераторов постоянного тока. Реостат включается в цепь сварочного поста последовательно со сварочной дугой. Реостаты соответствует требованиям ГОСТ 18636-73 при работе на высоте над уровнем моря не более 1000 м, температуре окружающего воздуха от минус 45 до плюс 40°С и относительной влажности не более 80% при 20 С и при более низких температурах без конденсации влаги. Общий вид реостата РБ-301У2 представлен на рис. 2. ТЕХНИЧЕСКИЕ ДАННЫЕ
Выпрямитель сварочный типа ВД-306УЗ Выпрямитель сварочный типа ВД-306УЗ предназначен для питания электрической сварочной дуги постоянным током при ручной дуговой сварке, резке и наплавке металлов при трехфазном питании от сети переменного тока. Климатическое исполнение выпрямителя «У», категория размещения 3, тип атмосферы II по ГОСТ 15150-69 и ГОСТ 15543-70, но для работы при нижнем значении температуры окружающей среды от 233 К (минус 40° С) до 313 К (плюс 40° С); Выпрямитель предназначен для работы в закрытых помещениях с естественной вентиляцией без искусственно регулируемых климатических условий, где воздействие песка и пыли существенно меньше, чем на открытом воздухе, при соблюдении следующих условий: а) высота над уровнем моря не более 1000 м; б) среднемесячное значение относительной влажности не
более Не допускается использование выпрямителя в среде, насыщенной пылью, во взрывоопасной среде, а также содержащей едкие пары и газы, разрушающие металлы и изоляцию. Выпрямители выполняются на одно из напряжений сети: 220 V — код ОКП 34 4184 1017 или 380 V — код ОКП 34 4184 1085. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: 1 Поминальное напряжение питающей сети трехфазного переменного тока, V 220 или 380 2 Номинальная частота, Hz 50 3.Первичный ток, А: при исполнении на 220 V 60 при исполнении на 380 V 36 4. Номинальный сварочный ток, А 315 5. Номинальное рабочее напряжение, V 32 6. Напряжение холостого хода, V 60—70 7. Пределы регулирования сварочного тока. А: диапазон малых токов 45—125 диапазон больших токов 125—315 8. Пределы рабочего напряжения, V 22—32 9. Продолжительность цикла сварки, min 5 10. Отношение продолжительности периода нагрузки к продолжительности цикла сварки, ПН *, % 60 * Перемежающий (ПН) режим работы при цикле 5 мин. без отключения первичной обмотки силового трансформатора выпрямителя от сети во время паузы 11.Коэффициент полезного действия, %, не менее 70 12.Уровень шума на опорном радиусе 3 m, dBA, не более 85 13.Масса, kg, не более 164 14.Габаритные размеры (длинаХширинаХвысота), mm не более 785Х765Х750 15. Драгоценные материалы Серебро, g 06594 Примечание: 1. Продолжительность цикла сварки равна сумме рабочего периода и холостого хода. Выпрямитель ВД-401 УЗ Выпрямитель ВД-401 УЗ предназначен для питания одного сварочного поста при ручной дуговой сварке, резке и наплавки металлов штучными электродами, для работы на промышленных предприятиях в районах на высоте до 1000 м над уровнем моря при "температуре окружающего. Воздуха от - 40°С до + 40°С и относительной влажности воздуха 80$ при температуре 20°С. Не допускается использование выпрямителя для работы во взрывоопасной среде, насыщенной пылью и в среде, содержащей едкие пары и газы, разрушающие металлы и изоляцию. ТЕХНИЧЕСКИЕ ДАННЫЕ Выпрямитель изготавливают напряжением 220 или 380 В, частотой 50 Гц: Мощность сварочной дуги при номинальных условиях, кВт 14,4 Номинальный сварочный ток, А 400 Номинальный режим работы, ПН% 60 Род сварочного тока постоянный Напряжение холостого хода, не более, В 80 Внещняя вольт-амперноая характеристика падающая Номинальное рабочее напряжение под нагрузкой, В 36 Пределы регулирования сварочного тока, А 50-450 Габаритные размеры, не более, мм 800х785х760 Масса, не более, кг 200 2.2. Выпрямитель-с падающими вольт-амперными характеристиками обеспечивает плавное регулирование сварочного тока. Выпрямитель сварочный типа ВДГ-303У3
Выпрямитель имеет жесткие внешние характеристики. 2. Выпрямитель предназначен для работы в закрытых помещениях с соблюдением следующих условий: - температура окружающей среды от минус 10С(263К) до плюс 40С(313К); - относительная влажность не более 80% при 20С (293К); - среда, окружающая выпрямитель, невзрывоопасная, не содержащая токопроводящей пыли, агрессивных паров и газов, разрушающих металлы и изоляцию; -группа условий по эксплуатации по механическим воздействиям М20 ГОСТ 17516-72 (с ограничением ускорения до 15 q). Вид климатического исполнения выпрямителя – У3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Наименование параметра Норма Номинальное напряжение питающей сети, В 380 Номинальная частота, Гц 50 Номинальный сварочный ток А, не менее 315 Номинальное рабочее напряжение В, не менее 40 Пределы регулирования сварочного тока, А 50-315 Пределы регулирования рабочего напряжения, В 16-40 Выпрямитель сварочный типа ВДУ-506 УЗ Выпрямитель сварочный типа ВДУ-506 УЗ предназначен для комплектации сварочных автоматов и полуавтоматов однопостовой механизированной сварки в среде углекислого газа и под флюсом, а также для сварки порошковой проволокой. Выпрямитель может быть использован для работы со сварочными роботами и манипуляторами, а также для ручной дуговой сварки штучными электродами. Климатическое исполнение выпрямителя «У», категория размещения 3, тип атмосферы II по ГОСТ 15150-69 и ГОСТ 15543-70, но для работы при нижнем значении температуры окружающей среды от 263 К (минус 10° С) до 313 К ( + 40° С). Выпрямитель предназначен для работы в закрытых
помещениях с естественной вентиляцией без искусственно регулируемых 1) высота над уровнем моря не более 1000 м; 2) среднемесячное значение относительной влажности воздуха в наиболее теплый и влажный период при продолжительности воздействия в течение 6 месяцев - 80% при 293 К (+20° С); 3) допускается кратковременная (чрезвычайно редко и в течение не более 6 часов) эксплуатация выпрямителя при температуре окружающей среды 318 К ( + 45° С) и относительной влажности 98% при 298 К ( + 25° С); 4) отсутствие резких толчков и ударов; 5) степень жесткости климатических факторов внешней среды III по ГОСТ 16962-71. Не допускается использование выпрямителей во взрывоопасной среде, содержащей токопроводящую пыль, едкие пары и газы, разрушающие металлы и изоляцию. Выпрямитель выполняется на одно из напряжений сети: 220 V - код ОКП 34 4184 3201 или 380 V - код ОКП 34 4184 3202. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Выпрямитель обеспечивает при номинальном напряжении сети легкое зажигание и устойчивое горение дуги при любом токе в пределах регулировочного диапазона, указанного в табл., а также при повышенном на 5 и пониженном на 10% напряжении питающей сети, при падении напряжения в соединительных проводах сварочной цепи не более 4 V. Преобразователь типа ПД-305-У2 1. Преобразователь типа ПД-305-У2 предназначен для питания одного сварочного поста при электрической дуговой сварке или резке металлов постоянным током. 2. Преобразователь может быть применен для работы, как в закрытых помещениях, так и на открытом воздухе. При сварочных работах на открытом воздухе преобразователь должен быть защищен навесом от воздействия атмосферных осадков и солнечной радиации. 3. Номинальные параметры преобразователя относятся к его работе на высоте над уровнем моря не более 1000 м, температуре окружающего воздуха от —45 до +40°С при относительной влажности воздуха до 100% при +25°С. 4. Исполнение У, категория размещения 2 по ГОСТ 15543-70 и 15150-69. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Показатель Норма Номинальный сварочный ток, А 315 Номинальное рабочее напряжение, В 32,6 Наименьший сварочный ток, А, не более 45 Наибольший сварочный ток, А, не менее 350 Напряжение холостого хода; В, не более 90 Продолжительность цикла сварки, мин 5 Номинальная относительная продолжительность 60 нагрузки ПН, % Допустимый сварочный ток, А, при: ПН =100% 245 ПН = 35% 415 Коэффициент полезного действия, %, не менее 58 Средний ресурс до списания, ч, не менее 13000 Установленный ресурс до списания, ч, не менее 5000 Средний ресурс до капитального ремонта, ч, не менее 5000 Установленный ресурс до капитального ремонта, ч, не менее 1500 Масса, кг, не более 268 Примечания: 1. Преобразователь должен подключаться к сети, имеющей частоту и напряжение, указанные на щитке преобразователя. 2. Продолжительность цикла варки равна сумме продолжительностей нагрузки и холостого хода. 3. Максимальные сварочные токи 315...350 А преобразователь обеспечивает только при напряжении сети не ниже номинального. При пониженном напряжении сети нагружать генератор выше номинального тока строго запрещается. 4. В преобразователе устанавливается электродвигатель 4AB-132-B 2УЗ И кВт 220/380 В 50 Гц или 0/380 В, 50 Гц. 5. Номинальное напряжение од нагрузкой в вольтах вычисляется по формуле: U=20+0,4I где I — величина сварочного тока, А: U — напряжение на зажимах генератора, В. Преобразователи сварочные ПСО-300-2У2 к ПСО-300-2Т2 1. Преобразователи сварочные ПСО-300-2У2 к ПСО-300-2Т2 предназначены для питания одного сварочного поста при ручной луговой сварке, наплавке и резке металлов постоянным током от 115 до 315 А с помощью металлического электрода. 2. Преобразователь ПСО-300-2У2 предназначен для работы на высоте над уровнен моря до 1000 м, температуре окружающего воздуха oт +40 до +45°C и относительной влажности до 90% при +20°С. 3.Преобразователь ПСО-300-2Т2 предназначен для работы на высоте над уровней моря до 1000 м, температуре окружающего воздуха до +45°С и относительной влажности до 90% при температуре +27С. 4. Преобразователя могут работать в скрытых производственных помещениях, под навесом, на верандах, в палатках, где они должны быть защищены oт непосредственного попадания атмосферных осадков и солнечной радиации. 5. Каждый преобразователь выпускается на напряжение и частоту сети согласно табл.
ТЕХНИЧЕСКИЕ ДАННЫЕ Номинальный сварочный ток, A 3I5 Пределы регулирования сварочного тока, А 115-315 Рабочее напряжение при номинальном
сварочном токе, В 32 Продолжительность цикла сварки , мин 5 Относительная продолжительность нагрузки, ПН, % 60 Мощность генератора, кВт 10 Масса преобразователя, кг 435 Воздушный зазор под главными полюсами генератора, мм 1 +0,1 -0,2 Воздушный зазор под дополнительными полюсами генератора, мм 2, 3 +- 0,3 Марка и размер главных электрощеток, мм ЭГ4, 16x32 Марка и размер добавочных электрощеток, мм ЭГ8, 5x20 Подшипник со стороны электродвигателя 70- 309К Подшипник со стороны коллектора 70- 309K Примечание: продолжительность цикла сварки равна сумме рабочего периода и холостого хода.
Сварочные трансформаторы ТД-102УХЛ2, ТД-306УХЛ2 Сварочные трансформаторы ТД-102УХЛ2, ТД-306УХЛ2 однопостовые, переносные для ручной дуговой сварки, резки и наплавки металлов предназначены для работы в закрытых и открытых помещениях под навесом (в закрытых кузовах, в палатках и т.д.), так как кожуха защищают трансформаторы от капель воды, падающих только под углом до 15° к вертикали. Трансформаторы соответствуют требованиям ТУ 16.517.973-77. Общий вид, габаритные размеры и масса трансформаторов даны в приложении
Примечания. 1. При отклонении напряжения сети от номинального предельные выходные параметры трансформаторов не гарантируются. 2. ПН - перемеживающийся режим сварки (отношение продолжительности рабочего периода к продолжительности цикла). 3. Трансформаторы допускают работу при ПН, превышающих номинальное значение. При этом сварочный ток должен быть уменьшен в соответствии с данными, указанными в табл.
1.5. Мероприятия по охране труда, применяемые в цехе и мероприятия по противопожарной безопасности.
Все работники организации должны допускаться к работе только после прохождения противопожарного инструктажа, а при изменении специфики работы проходить дополнительное обучение по предупреждению и тушению возможных пожаров в порядке, установленном руководителем. Работники предприятия должны: Соблюдать на производстве требования пожарной безопасности, а также соблюдать и поддерживать противопожарной режим; Выполнять меры предосторожности при использовании газовыми приборами, предметами бытовой химии, проведении работ с легковоспламеняющимися и горючими жидкостями, другими опасными в пожарном отношении веществами, материалами и оборудованием; В случаи обнаружения пожара сообщить о нем в подразделение пожарной охраны и принять возможные меры по спасению людей, имущества и ликвидации пожара. Административно-общественный контроль за состоянием охраны труда является одной из форм профилактической работы по обеспечению нормальных условий безопасности труда, предупреждению производственного травматизма и профессиональных заболеваний. Административно-общественный контроль направлен на организацию ступенчатого контроля за состоянием охраны труда, который заключается в том, что со стороны администрации этот контроль с определенной периодичностью осуществляется руководителями различных уровней с участием уполномоченных лиц по охране труда или представителей совместной комиссии по охране труда. На предприятии организуется 3-ступенчатый административно-общественный контроль за состоянием охраны труда. Мастера ведут журнал первой ступени контроля Объектом контроля первой ступени являются рабочие места, орудия труда, трудовой процесс первичного трудового коллектива (бригады) при наличии травмоопасного оборудования, опасных и вредных производственных факторов. Первую ступень контроля осуществляют непосредственный руководитель трудового коллектива (бригадир, мастер и т. п.), уполномоченное лицо по охране труда этого коллектива. К первой ступени контроля могут привлекаться специалисты подразделения (механик-энергетик, технологи и др.). Основной задачей первой ступени контроля является обеспечение соответствия рабочих мест и орудий труда требованиям охраны труда до начала и в процессе выполнения работ. Первая ступень контроля осуществляется ежедневно в дни работы. При этом проверяется: состояние работающих (с немедленным отстранением от работы лиц. находящихся в состоянии алкогольного или наркотического опьянения); состояние оборудования, коллективных средств защиты, наличие ограждений опасных зон, предохранительных устройств и их исправность; соответствие требованиям охраны труда рабочих мест, инструмента, приспособлений, оснастки и других орудий труда; порядок на рабочих местах, в проходах, на подъездных путях; обеспечение необходимых условий труда (освещенность, температура воздуха, вентиляция, уровень вредных производственных факторов); наличие и правильное использование работниками спецодежды, спецобуви и других средств индивидуальной и коллективной защиты; прохождение работниками инструктажа и проверки знаний по охране труда; соблюдение работниками технологии выполняемой работы с использованием безопасных приемов и методов труда, правил и инструкций по охране труда в процессе работы. Руководитель первичного трудового коллектива совместно с другими участниками первой ступени контроля, проверив состояние рабочих мест и выполнение требований охраны труда, на основании производственных заданий производят допуск работников к выполнению работ. Допуск к работам с дополнительными (повышенными) требованиями безопасности оформляется и осуществляется в установленном порядке по нарядам-допускам. При проведении первой ступени контроля, проверяющие совместно с исполнителями работ принимают меры по устранению нарушений требований охраны труда. При невозможности оперативного решения вопросов по устранению выявленных нарушений и обеспечению безопасности работ проверяющие ставят об этом в известность вышестоящих руководителей для принятия мер вплоть до прекращения или запрещения работ. Результаты контроля первой ступени и разрешение о допуске исполнителей к выполнению работ фиксируются в специальном журнале с оценкой состояния охраны труда и выдачей предложений по се улучшению. Непосредственные исполнители работ тоже могут заносить свои замечания о нарушениях требований охраны труда в журнал первой ступени контроля. МАСТЕР ПРОИЗВОДСТВЕННОГО И ВСПОМОГАТЕЛЬНОГО УЧАСТКОВ Осуществляет: -работу по созданию здоровых и безопасных условий труда, внедрение и надежное функционирование системы охраны труда на участке; -своевременное и качественное проведение первичного на рабочем месте, повторного, внепланового, текущего и периодического инструктажей по охране труда; -допуск к работе лиц после проведения инструктажа, только полностью овладевших безопасными приемами работы; -допуск к самостоятельной работе несовершеннолетних и учеников только после закрепления их за наставниками; -проведение профилактическо-воспитательной работы (индивидуальные беседы) с производственным персоналом по вопросам охраны труда и техники безопасности, соблюдения производственной дисциплины, а также информирует работников участка о руководящих документах по охране труда. Обеспечивает: -организацию работ и рабочих мест, состояние проходов и проездов, оборудования, инструмента и приспособлений, оргоснастки, ограждающих, экранирующих и блокировочных устройств в строгом соответствии с правилами и нормами охраны труда; -контроль за наличием, исправным состоянием и правильностью применения работающими средств индивидуальной и коллективной защиты и предохранительных приспособлений; -выполнение работ в строгом соответствии с техпроцессами и инструкциями по охране труда; -контроль за соблюдением работающими технологической дисциплины, трудового законодательства, правил внутреннего трудового распорядка, инструкций по охране труда; -наличие и надлежащее состояние на рабочих местах участка инструкций и плакатов по охране труда, знаков безопасности; -проведение на участке в начале работы смены первой ступени контроля за состоянием охраны труда с записью в журнале; -проверку состояния охраны труда на рабочих местах, исправность оборудования, средств защиты, блокировок и сигнализации, наличие у работающих исправных средств индивидуальной защиты; -устранение недостатков, обнаруженных при проведении первой ступени контроля или не устраненных в предыдущей смене. При обнаружении недостатков, которые не могут быть устранены до начала работы смены, докладывает о них начальнику цеха, который принимает решение о дальнейшем проведении работ; -отстранение от работы лиц, находящихся в нетрезвом состоянии, принятие мер по немедленному устранению обнаруженных нарушений правил охраны труда и технологической дисциплины; -контроль и соблюдение норм загрузки рабочих помещений и количества работающих в опасных зонах; -контроль за выполнением мер безопасности при проведении работ с особой опасностью и только при наличии наряда-допуска в соответствии с требованиями безопасности, указанными в нем; -контроль за наличием у работающих, удостоверений на право производства работ со спецпродукцией, СДЯВ, на оборудовании, подконтрольном Госгортехнадзору, и других, где по правилам требуется наличие удостоверений; -хранение и учет пожаро-взрывоопасной продукции и СДЯВ в соответствии с требованиями соответствующих правил и инструкций; -наличие на участке и содержание в исправном состоянии средств пожарозащиты в соответствии с установленными нормами и правилами; -наличие на участке комплекта действующих инструкций для работников, занятых на данном участке, по всем профессиям и видам работ; -проведение на участке противоаварнйных тренировок; -исключение (недопущение) эксплуатации оборудования или производства работ на участке или рабочих местах, если выполнение работы на них угрожает жизни или здоровью работающих или может привести к возникновению пожара, с немедленным уведомлением об этом начальника цеха; -выдачу работникам инструкций на руки под расписку в личной карточке инструктажа для изучения при первичном инструктаже, либо вывешивая их на рабочих местах или ином месте, доступном для работников. Организует: -оказание первой помощи пострадавшему при несчастном случае и проведение других мероприятий в соответствии с «Положением о расследовании и учете несчастных случаев на производстве» с немедленным уведомлением о произошедшем несчастном случае начальника цеха; -принятие мер по ликвидации аварийной ситуации или аварии в соответствии с планом ликвидации аварий. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| 17.06.2012 |
| Большое обновление Большой Научной Библиотеки |
| 12.06.2012 |
| Конкурс в самом разгаре не пропустите Новости |
| 08.06.2012 |
| Мы проводим опрос, а также небольшой конкурс |
| 05.06.2012 |
| Сена дизайна и структуры сайта научной библиотеки |
| 04.06.2012 |
| Переезд на новый хостинг |
| 30.05.2012 |
| Работа над улучшением структуры сайта научной библиотеки |
| 27.05.2012 |
| Работа над новым дизайном сайта библиотеки |