|
Курсовая работа: Гидроочистка дизельных топливКурсовая работа: Гидроочистка дизельных топливВВЕДЕНИЕ Во многих странах мира нефтеперерабатывающая промышленность стоит перед решением проблем, связанных с введением более строгих спецификаций на моторные топлива и с изменением спроса на них. Особенно быстро в разных странах меняются спецификации на бензин и дизельное топливо, вынуждая нефтепереработчиков инвестировать средства в строительство новых или в реконструкцию действующих установок. С 1.01.05г в странах ЕС действуют нормы по выбросам вредных веществ для автомобильной техники Евро 4, регламентирующие содержание серы в дизельном топливе не более 50 ррm. К 2010 году планируется весь дизельный транспорт перевести на топливо с ультра низким содержанием серы 10 ррm. Снижение содержания серы в дизельном топливе может быть достигнуто путем гидроочистки, проводимой в более жестких условиях. Указанная цель также может быть достигнута подбором нового, более эффективного для данного типа сырья, катализатора [1]. Большинство реакторов гидропереработки нефтяного сырья, находящихся в настоящее время в эксплуатации, спроектированы и построены в середине 70-х годов. Поскольку выходы продуктов и их качество изменились, многие нефтепереработчики смогли получить преимущества от использования прогресса в разработке катализаторов и избежать крупных капиталовложений в свои установки. Однако для того, чтобы полностью реализовать потенциал реакторной системы экономически эффективно, необходима подробная оценка рабочих характеристик и конструкции существующих реакторных систем в сочетании с тщательным рассмотрением имеющихся в наличии вариантов модернизации реакторов. По совершенствованию качества дизельных топлив большие усилия прилагают европейские страны. В них принята концепция ужесточения требований к этому виду топлива, особенно по содержанию в нём сернистых соединений. В настоящее время ограниченное число нефтеперерабатывающих заводов в мире может получать дизельное топливо с ультранизким содержанием сернистых соединений. Кроме этого в этих топливах предусматривается уменьшение присутствия ароматических углеводородов, 98%-й точки выкипания фракции и повышении цетанового числа (в настоящее время 52 пункта, а в перспективе до 55-58 пунктов). C 2000 года в Европе действуют нормы Евро-3, устанавливающие требования по цетановому числу "не менее 51", по сере "не более 0,035 массовых %", плотности "не более 0,845 г/см3" при нормировании содержания полиароматических соединений "не более 11% объёма". В рамках программы “Auto Oil II” Европейский Союз (ЕС) постановил, что с 2005 г. содержание серы в ДТ не должно превышать 0,005 %, цетановое число - не менее 54 ед.. К 2011 г. ДТ для ЕС будут иметь следующие показатели: цетановое число - не менее 53 - 58 ед., содержание серы – не более 0,001%, содержание ПАУ – не более 2 %, температура выкипания 95 % - не выше 340 оС.[2] Таблица 1 - Требования национальных и международных стандартов по отдельным показателям автомобильного дизельного топлива
В Беларуси полностью или частично требованиям ЕН 590 отвечают следующий государственный стандарт СТБ 1658-2006 "Топлива для двигателей внутреннего сгорания. Топливо дизельное. Технические требования и методы испытаний” (ЕН 590:2004) Доведение качества отечественных ДТ до требований ЕН 590 возможно только при комплексном внедрении на нефтеперерабатывающих заводах (НПЗ) современных дорогостоящих технологий гидроочистки (гидрокрекинг и др.) и использовании противоизносных, цетаноповышающих, депрессорно-диспергирующих, антидымных, антиокислительных, моющих и других присадок. ТЕОРЕТИЧЕСКАЯ ЧАСТЬ Гидроочистка — одноступенчатый процесс, проходящий в наиболее мягких, по сравнению с гидрокрекингом и деструктивной гидрогенизацией, условиях. Процесс протекает при 350—430 °С, 3,0—6,0 МПа, циркуляции водородсодержащего газа 100—600 м3/м3 сырья и объемной скорости 3—10ч-1 с применением катализатора (обычно алюмокобальтмолибденовый или алюмоникельмолибденовый). Гидроочистке (или гидрооблагораживанию) может подвергаться различное сырье, получаемое как при первичной перегонке нефти, так и при термокаталитических процессах, от газа до масел и парафина. Наибольшее применение гидроочистка имеет для обессеривания сырья каталитического риформинга, а также для получения реактивного и малосернистого дизельного топлива из сернистых и высокосернистых нефтей. При гидроочистке происходит частичная деструкция в основном сероорганических и частично кислород- и азотсодержащих соединений. Продукты разложения насыщаются водородом с образованием сероводорода, воды, аммиака и предельных или ароматических углеводородов. Термодинамика, химизм и механизм гидроочистки Удаление гетероатомов происходит в результате разрыва связей C–S, C–N и C–O и насыщения образующихся осколков водородом. При этом сера, азот и кислород выделяется соответственно в виде H2S, NH3 и H2O. Алкены присоединяют водород по двойной связи. Частично гидрируются полициклические ароматические углеводороды. Термодинамика процесса Термодинамически процесс гидроочистки низкотемпературный. Для быстрого протекания реакций на существующих промышленных катализаторах достаточна температура 330-380°С. Поскольку реакции присоединения водорода сопровождаются изменением объёма, давление в реакционной зоне оказывает решающее влияние на глубину процесса. Наиболее часто при гидроочистке применяют давление 2,5-5,0 МПа [1]. Данные о термодинамике некоторых реакций гидрогенолиза сернистых соединений приведены в таблице 1 [2]. Таблица 1 – Тепловой эффект и изменение энергии Гиббса при гидрировании сераорганических соединений
Из этих данных видно, что при температурах, представляющих практический интерес, равновесие реакций гидрирования сернистых соединений смещено в сторону углеводородов и сероводорода; для меркаптанов, сульфидов и дисульфидов с повышением температуры убыль энергии Гиббса при гидрировании увеличивается. Для тиофанов с повышением температуры убыль энергии Гиббса снижается, т.е. константы равновесия реакций уменьшаются, но при 800 К они больше 104 и равновесие реакций практически полностью смещено вправо. Особенно сильно снижается с увеличением температуры константа равновесия реакции гидрирования метилтиофена. Для всех сераорганических соединений, кроме тиофенов, термодинамические ограничения гидрирования в интервале 300-800 К отсутствуют. При низком парциальном давлении водорода наряду с гидрогенолизом могут протекать реакции типа:
Для подавления реакций такого рода необходимо высокое парциальное давление водорода. Для тиофенов высокая глубина гидрирования может быть достигнута при не слишком высоких температурах, при повышении температуры глубина гидрирования термодинамически ограничивается. В таблице 2 приведены данные о равновесной глубине гидрогенолиза тиофена (в % мол) до сероводорода и бутана при различных температурах и давлениях [2]. Таблица 2 – Глубина гидрогенолиза тиофена в зависимости от температуры и давления
Гидрогенолиз тиофена с глубиной 99% и выше при давлениях 10 МПа включительно возможен при температурах не более 700 К. Можно предполагать, что для высокомолекулярных полициклических ароматических углеводородов, содержащих серу в тиофеновых кольцах, конденсированных с ароматическими, термодинамика гидрогенолиза менее благоприятна, чем для тиофена, а возможная глубина реакции при одинаковых давлениях и температурах ниже. Тиофаны при высоких температурах и невысоких давлениях могут дегидрироваться до тиофенов:
+ Н2 При 800 К эта реакция протекает с уменьшением энергии Гиббса на 44кДж/моль. Таким образом, глубокая очистка нефтепродуктов от серы, содержащейся в виде тиофанов, возможна при высоких парциальных давлениях водорода (3 МПа и выше) и при температурах ниже 700 К [2]. Гидрирование ароматических углеводородов идёт с выделением теплоты и снижением энтропии, константы равновесия гидрирования быстро уменьшаются с ростом температуры (таблица 3) [3]. Таблица 3 Константы равновесия гидрирования ароматических углеводородов
При повышенных температурах константа равновесия полного гидрирования резко уменьшается с увеличением числа конденсированных колец в молекуле. Увеличение давления в большей степени повышает глубину полного гидрирования, однако при повышенных температурах при температурах 600 – 700 К константы гидрирования настолько малы, что даже при очень высоких давлениях возможная глубина гидрирования мала. Термодинамически значительно более выгодно ступенчатое гидрирование полициклических углеводородов с гидрогенолизом гидрированных колец и деалкилированием. Суммарный тепловой эффект гидроочистки составляет 20 – 87 кДж на 1 кг сырья для прямогонных фракций. Добавление к прямогонному сырью до 30% фракций вторичного происхождения повышает теплоту реакции до 125–187 кДж/кг в зависимости от содержания непредельных углеводородов в сырье [4].
Химизм процесса гидроочистки Превращение серосодержащих соединенийВ неуглеводороных соединениях связи C–S и S–S менее прочны, чем связи С–С и С–Н, усредненные энергии связи которых равны 201, 218, 247 и 365 кДж/моль соответственно. Но поскольку процесс гидроочистки каталитический, то прочность связи следует оценивать с учетом энергии образования промежуточных комплексов катализатора с осколками, образовавшимися после разрыва связей. Эта энергия значительно компенсирует затрату энергии разрыва связи. Например, на никеле энергия разрыва связи C–S составляет 20 кДж/моль, С–N – 104 кДж/моль, а С–С – 201кДж/моль. Этим объясняется селективность процессов гидроочистки: почти количественная деструкция связей С–S без существенного затрагивания связей С–С, т.е. без заметной деструкции сырья. Меркаптаны превращаются в углеводород и сероводород:
Сульфиды гидрируются через стадию образования меркаптанов:
Дисульфиды гидрируются до сероводорода и соответствующих углеводородов также через стадию образования меркаптанов:
В циклических сульфидах, например тиофане, вначале разрывается кольцо, затем отщепляется сероводород и образуется соответствующий углеводород:
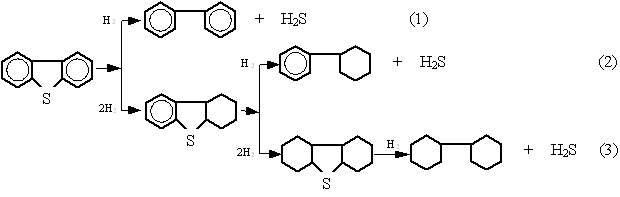
Соединения тиофенового ряда представлены бензтиофеном, дибензтиофеном, алкилбибезтиофенами и диалкилдибензтиофенами – малоактивны. Их доля в составе серусодержащих соединений дизельных фракций достигает 50 – 60 %, что в пересчете на серу при общем ее содержании около 1,2 %(масс.) составляет 0,3 – 0,7 %(масс.). Устойчивость сераорганических соединений к гидрогенолизу с увеличением числа ароматических и нафтеновых колец в его молекуле возрастает. Тиофен и бензтиофен сначала гидрируются до производных тетрагидротиофена, которые затем превращаются алканы и алкилпоизводные ароматических углеводородов:
+ H2S Гидрогенолиз дибензтиофена происходит по схеме:
По реакции (1) гидрогенолиз дибензтиофена происходит преимущественно на алюмокобальтмолибденовом, а по реакции (2) и (3) – на алюмоникельмолибденовом катализаторе. Превращение азотсодержащих соединенийАзот в нефтепродуктах находится в основном в гетероциклах – в виде производных пиррола и пиридина. Гидрогенолиз связи C – N протекает труднее, чем связи C – S, поэтому в процессах гидроочистки азот удалить сложнее, чем серу. Легче всего гидрируются амины:
Анилин, содержащий аминогруппу, связанную с ароматическим кольцом, гидрируется значительно труднее:
Хуже всего удаляется азот из циклических структур. Пиррол гидрируется до бутана и аммиака:
Пиридин превращается в пентан и аммиак по схеме:
Так как сопряжённая электронная система в молекуле пиридина значительно более устойчива, чем в молекуле пиррола, пиридин гидрируется труднее, чем пиррол. Гидрирование бициклических и полициклических ароматических углеводородов начинается с кольца, содержащего гетероатом:
Превращение кислородсодержащих и металлоорганических соединенийКислород в средних дистиллятах может быть представлен соединениями типа спиртов, эфиров, фенолов и нафтеновых кислот. В высококипящих фракциях кислород находится в основном в мостиковых связях и в циклах молекул. Наибольшее количество кислородсодержащих соединений концентрируется в смолах и асфальтенах. При гидрогенолизе кислородсодержащих соединений образуются соответствующие углеводороды и вода:
Смолы и асфальтены превращаются в низкомолекулярные соединения. Гидроочистка от кислородсодержащих соединений протекает в тех же условиях, что и удаление сернистых примесей. В присутствии обычных катализаторов гидроочистки достигается практически полное гидрирование кислородсодержащих соединений. Металлорганические соединения, присутствующие в нефтяных фракциях, разлагаются на активных центрах катализатора с выделением свободного металла, являющегося каталитическим ядом. Гидроочистка позволяет удалять большую часть металлорганических соединений. Так, ванадий удаляется на 98÷100%, а никель – 93÷96%. Превращение углеводородов В процессе гидроочистки одновременно с реакциями сернистых, азотистых и кислородных соединений протекают многочисленные реакции углеводородов: · изомеризация парафиновых и нафтеновых углеводородов; · насыщение непредельных углеводородов; · гидрокрекинг; · гидрирование ароматических углеводородов и другие. Изомеризация парафиновых и нафтеновых углеводородов происходит при любых условиях обессеривания. При температуре 350÷500˚С происходит практически полное гидрирование непредельных соединений при сравнительно низком парциальном давлении водорода:
Интенсивность гидрокрекинга усиливается с повышением температуры и давления. При более высоких температурах и низких давлениях происходит частичное дегидрирование нафтеновых и дегидроциклизация парафиновых углеводородов. В некоторых случаях гидрогенизационного обессеривания эти реакции могут служить источником получения водорода для реакции собственного обессеривания, т.е. обеспечивают протекание процесса автогидроочистки. В процессе гидрирования наиболее стойкими являются ароматические углеводороды. Гидрирование ароматических углеводородов с конденсированными кольцами может происходить в условиях процесса гидроочистки:
Наряду с последовательным гидрированием ароматических колец возможно расщепление образовавшихся насыщенных колец и выделение алкилзамещённых аренов:
+ Алкилбензолы на катализаторах с высокой гидрирующей активностью подвергаются дальнейшему гидрогенолизу, в основном с последовательным отщеплением метана:
Механизм и кинетика процесса гидроочистки Механизм гидрирования сераорганических соединений в значительной степени зависит от их строения. Скорость гидрирования, в общем, возрастает в ряду: тиофены < тиофаны » сульфиды < дисульфиды < меркаптаны. Данных о гидрировании азот- и кислородорганических соединений очень мало. В таблице 4 приведены данные о гидрировании некоторых азот-, кислород- и сераорганических аналогов на Ni2S3 [4]. Таблица 4 – Степень превращения различных видов гетероатомных соединений в зависимости от температуры
При одинаковом строении устойчивость относительно гидрирования возрастает в ряду соединений: сераорганические < кислородорганические < < азоторганические. Кинетика гидроочистки реальных промышленных видов сырья весьма сложна. Сложность определятся различием в скоростях превращения различных классов сернистых соединений (иногда на порядок больше), а также изменением активности катализатора в ходе процесса. Кроме того, всегда, особенно в случае тяжёлых продуктов, приходится считаться с большой вероятностью диффузионных ограничений. Наконец, влияют явления торможения реакций сероводородом при гидрогенолизе индивидуальных соединений. Несмотря на все перечисленные трудности, было выведено достаточно много кинетических уравнений для расчёта скоростей гидроочистки. В одной из первых работ [5] было предложено уравнение первого порядка:
где Позднее, вышеописанное уравнение было упрощено (не учитывалось влияние циркулирующего водорода):
где Наконец, была показана применимость уравнения первого порядка, как по сырью, так и по водороду, выведенного на основании изотермы Ленгмюра. Однако приложение его к скоростям гидрогенолиза индивидуальных соединений показало столь значительную разницу, что уравнение пришлось сильно усложнить. Поэтому для промышленного сырья, особенно для сырья широкого фракционного состава или высококипящего, подбирали любые эмпирические уравнения, лишь бы они давали лучшую сходимость, чем уравнения первого порядка. Так, на основании результатов опытов обессеривания вакуумного остатка кувейтской нефти с 5,45% серы при 3,5 и 7,0 МПа было выведено следующее уравнение [5]:
где
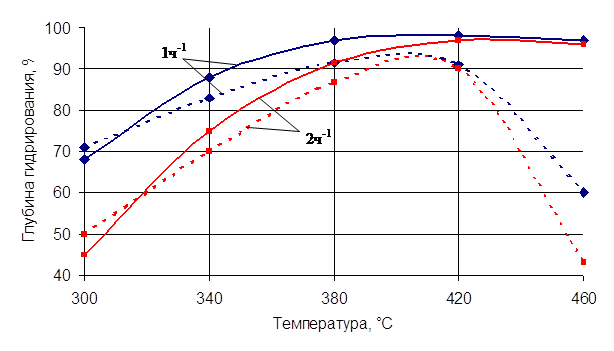
Оптимальная температура гидроочистки зависит от качества сырья, от условий ведения процесса, активности катализатора и находится в пределах 340 – 400 °С. Нижний предел температуры очистки определяется в этом случае возможностью конденсации тяжелых фракций сырья и появлением жидкой фазы, что резко замедляет гидрирование. По мере увеличения температуры при постоянстве остальных параметров процесса, степень гидрирования сернистых соединений и непредельных углеводородов возрастает, достигая максимальной величины при температуре 420°С. При дальнейшем повышении температуры глубина гидрирования сернистых соединений снижается незначительно, а непредельных углеводородов – довольно резко. На рисунке 1 показано влияние температуры на гидроочистку смеси фракций 200 – 350°С прямогонной и дистиллята каталитического крекинга в соотношении 1:1. Исходное сырьё содержало 1,3% мас. серы, 33% об. сульфируемых углеводородов, имело йодное число 12 и цетановое число 45. Процесс проводили на алюмокобальтмолибденовом катализаторе [6].
пунктирные линии – непредельные углеводороды; сплошные линии – сернистые соединения. Рисунок 1 Влияние температуры на глубину гидрирования сернистых соединений и непредельных углеводородов при гидроочистке смеси дистиллятов прямой перегонки и каталитического крекинга. По мере увеличения температуры с 300 до 380 – 420°С содержание сульфирующихся углеводородов в гидрогенизате снижалось с 33 до 30 31 % об., а при дальнейшем повышении температуры до 460°С несколько увеличивается вследствие частичного дегидрирования нафтеновых углеводородов. В соответствии с этим при повышении температуры с 300 до 380°С цетановое число топлива возрастает на 1 – 2 пункта, а при дальнейшем возрастании температуры начинает несколько уменьшаться [6]. О влиянии температуры на глубину деароматизации можно судить по данным рисунка 2 [7].
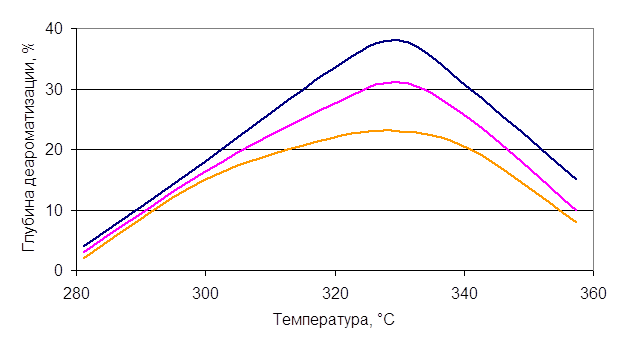 Рисунок
2 – Зависимость глубины деароматизации от температуры при разной объёмной
скорости подачи сырья. Рисунок
2 – Зависимость глубины деароматизации от температуры при разной объёмной
скорости подачи сырья.
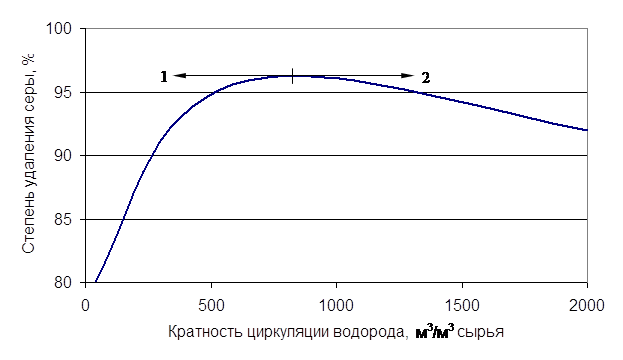
Исследования проводились на катализаторе обладающем дополнительной гидрокрекирующей активностью, предназначенного для деароматизации прямогонного дизельного топлива. Они позволили выявить оптимальные значения технологических параметров. Оптимальная температура процесса составляет 330°С. При ней достигается максимальная глубина деароматизации (рисунок 2). Существование максимума обусловлено снижением констант химического равновесия реакций гидрирования при увеличении температуры (таблица 3). При гидроочистке фракций дизельного топлива повышение общего давления при заданном соотношении водород : сырьё увеличивает глубину очистки до тех пор пока сырьё находится преимущественно в газовой фазе, дальнейшее повышение давления ухудшает результаты процесса за счёт диффузионных ограничений. При заданном общем давлении и повышении соотношения водород : сырьё результаты очистки улучшаются до полного испарения сырья; при наличии жидкой фазы транспортирование водорода к поверхности катализатора обычно является лимитирующей стадией процесса и повышение парциального давления водорода увеличивает скорость диффузии за счёт уменьшения доли сырья, находящегося в жидкой фазе, т.е. уменьшения толщины плёнки жидкости на поверхности катализатора. После полного испарения сырья глубина гидроочистки с увеличением парциального давления водорода при неизменном общем давлении уменьшается вследствие снижения парциального давления сырья (рис. 3) [8].
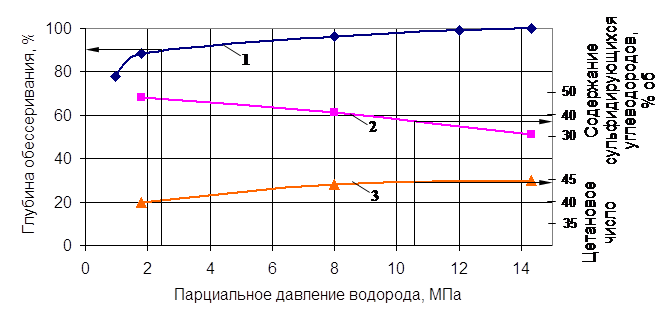
1 – жидкофазный процесс; 2 газофазный процесс. Рисунок 3 – Влияние кратности циркуляции водорода на полноту обессеривания газойля 200 – 350°С прямой перегонкиПри гидроочистке дистиллятов вторичного происхождения – газойлей каталитического крекинга и коксования – глубина обессеривания, равная 90%, достигается при парциальном давлении водорода около 2 – 3 МПа. Однако эти продукты имеют низкие цетановые числа. Для получения дизельного топлива с цетановым числом не менее 45 требуется изменение условий гидроочистки и в первую очередь величины парциального давления водорода, т.е. необходим процесс гидрирования. На рисунке 3 приведены основные результаты гидроочистки фракции 200 – 350°С газойля каталитического крекинга, имеющего следующую характеристику: содержание серы – 1,53 %(масс.), количество сульфирующихся углеводородов – 47 %(об.), йодное число – 47, цетановое число 37. Гидроочистку проводили на алюмокобальтмолибденовом катализаторе при температуре 380°С и объёмной скорости подачи сырья - 1,0 ч-1 [1].
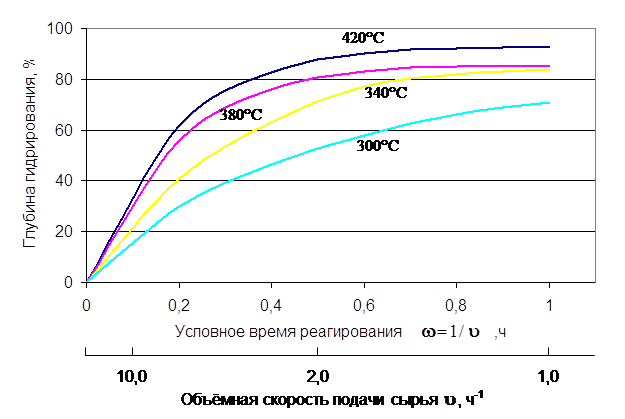
1 – глубина обессеривания; 2 – содержание сульфирующихся углеводородов; 3 – цетановое число Рисунок 4 Влияние парциального давления водорода на глубину гидроочистки газойля каталитического крекинга. Из рисунка 4 видно, что глубина обессеривания продукта, равная 90% (содержание серы 0,15 0,2 %(масс.)), достигается при парциальном давлении водорода около 2 МПа, т.е. гидрообессеривание протекает достаточно полно в условиях, аналогичных условиям гидроочистки прямогонных фракций. Низкосернистые и достаточно высокоцетановые топлива можно получить при гидроочистке смеси дистиллятов прямой перегонки и вторичного происхождения. В этом случае достаточно приемлемые результаты достигаются при парциальном давлении водорода 3 – 3,5 МПа, т.е. облагораживание таких смесей можно проводить на промышленных установках гидроочистки, рассчитанных на общее давление 5 МПа [1]. Объёмная скорость подачи сырья в зависимости от его качества, требуемой глубины очистки и условий процесса может изменяться в очень широких пределах – от 0,5 до 10 ч-1. Для тяжёлого сырья и сырья вторичного происхождения объёмная скорость наименьшая. О влиянии объёмной скорости подачи сырья на процесс гидроочистки смеси дистиллятов прямой перегонки и каталитического крекинга можно судить по данным рисунков 5 и 6 [1].
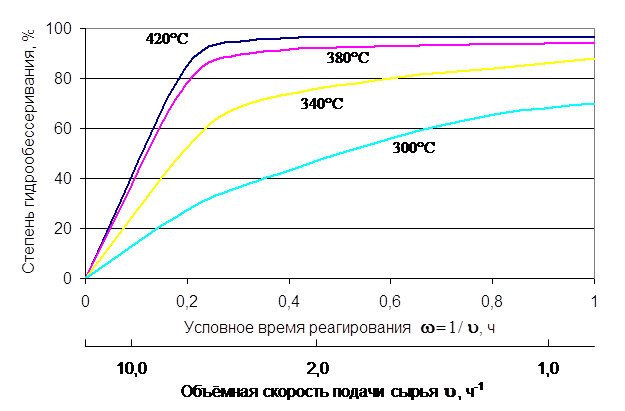
Рисунок 5 Влияние объёмной скорости подачи сырья на глубину гидрирования непредельных. Как видно из рисунков 5 и 6, изменение степени гидрирования непредельных углеводородов в интервале объёмных скоростей подачи сырья от 1,0 до 15,0 ч-1 при общем давлении 4 МПа и подаче газа, содержащего 65 %(об.) водорода, 500м3/м3 сырья происходит по сравнению с гидрированием сернистых соединений более плавно. При температуре около 300°С скорости гидрирования непредельных углеводородов и сернистых соединений примерно одинаковы, при более высоких температурах скорость гидрирования сернистых соединений выше.
Рисунок 6 Влияние объёмной скорости подачи сырья на глубину обессеривания Характеристика сырья и продуктов гидроочистки Глубина гидроочистки дистиллятов от серы и других соединений зависит от типа углеводородного сырья, температуры процесса, парциального давления водорода и его кратности циркуляции, объемной скорости подачи сырья и других факторов. Гидроочистке подвергают как прямогонные фракции (бензин, реактивное и дизельное топливо, вакуумные газойли), так и дистилляты вторичного происхождения (лёгкая фракция пиролизной смолы, бензины, лёгкие газойли коксования и каталитического крекинга). С утяжелением сырья степень его очистки в заданных условиях процесса снижается. Происходит это по следующим причинам. С повышением средней молярной массы доля серы, содержащейся в устойчивых относительно гидрирования структурах, увеличивается. По мере утяжеления сырья всё большая его часть находится в условиях гидроочистки в жидкой фазе, что затрудняет транспортирование водорода к поверхности катализатора. При жидкофазной гидроочистке с утяжелением сырья скорость диффузии водорода через плёнку жидкости на катализаторе снижается, так как повышается вязкость и снижается растворимость водорода при данных условиях. Увеличение в сырье количества полициклических ароматических углеводородов, смол и асфальтенов, прочно адсорбирующихся на катализаторе и обладающих высокой устойчивостью относительно гидрирования, также снижает глубину очистки. При одинаковом фракционном составе очистка от серы продуктов вторичного происхождения (коксования, каталитического крекинга) проходит значительно труднее. Это связано с тем, что подвергшиеся крекингу продукты содержат гетероатомы в структуре наиболее термически стабильных, трудно гидрирующихся соединений. Кроме того, продукты вторичного происхождения содержат большое количество ароматических и непредельных углеводородов, обладающих высокой адсорбируемостью на катализаторе и тормозящих в результате гидрирование гетероорганических соединений. Качество получаемой продукции, то есть дизельного топлива, должно соответствовать показателям, приведенным ниже. Фракция дизельного топлива гидроочищенная
Бензин-отгон.
Сероводород.
Углеводородный газ (после очистки).
1.3. Катализаторы гидроочистки Ужесточающиеся требования к качеству нефтепродуктов, в первую очередь по снижению содержания в среднедистиллятных фракциях серы и ароматических углеводородов, заставляют искать более эффективные катализаторы гидроочистки. Катализаторы гидроочистки представляют собой сочетание окислов активных компонентов (никель, кобальт, молибден и др.) с носителем, в качестве которого чаще всего используют активную окись алюминия. Носитель в составе катализатора гидроочистки играет роль не только инертного разбавителя, но и участвует в формировании активных фаз, а также служит в качестве структурного промотора, создающего специфическую пористую структуру, оптимальную для переработки конкретного сырья. Для гидроочистки применяют катализаторы на основе оксидов металлов VII и VIII групп (никель, кобальт, молибден, вольфрам). В промышленности используют алюмокобальтмолибденовый (АКМ) и алюмоникельмолибденовый (АНМ) катализаторы. В алюмоникельмолибденовый катализатор на силикатной основе для увеличения прочности вводят диоксид кремния (АНМС).Носителем служит оксид алюминия. Катализаторы выпускают в виде частиц неправильной цилиндрической формы. В настоящее время применяются катализаторы на цеолитной основе. Катализатор АКМ имеет высокую активность и селективность по целевой реакции обессеривания, достаточно активен в гидрировании непредельных соединений. Катализатор АНМ проявляет большую активность при гидрировании ароматических и азотистых соединений. Наиболее распространённые для гидроочистки в отечественной и зарубежной практике катализаторы приведены в таблице 6 [9]. Таблица 6 – Катализаторы гидроочистки нефтяных фракций
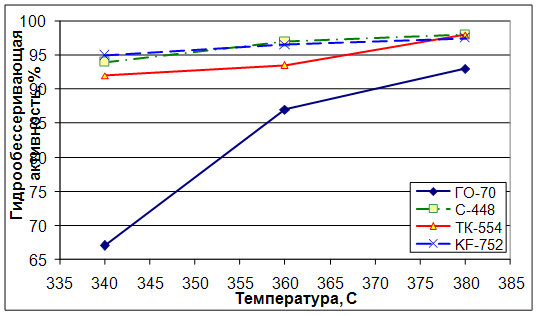
Особый интерес представляют катализаторы фирм Criterion Catalyst (C-448), Haldor Topsoe (TK-554, TK-907, TK-908), AKZO Nobel (KF-752), а также отечественные катализаторы Элетрогорского института нефтепереработки серии «ГО».Испытания катализаторов вышеперечисленных компаний на ОАО «Славнефть-Ярославнефтеоргсинтез» показали их различную гидрообессеривающую активность (рисунок 7) [10].
Рисунок 7 Гидрообессеривающая активность катализаторов ГО-70, С-448, KF-752 и ТК-554 (давление 3 МПа, объёмная скорость 4 ч-1, содержание серы в сырье 1,3% масс.). Результаты испытаний фиксировались при температурах 340, 360 и 380°С, а также объёмной скорости 3 и 4 ч-1. Было отмечено, что при температурах 360 и 380°С и объёмной скорости 3 ч-1 все катализаторы позволяли получить дизельное топливо с содержанием серы менее 0,05% масс., однако при увеличении объёмной скорости до 4 ч-1 и снижении температуры до 340°С наблюдалась заметная разница в активности испытанных катализаторов [10]. В процессе деароматизации наиболее эффективными являются катализаторы, в состав которых входят промотирующие компоненты для усиления крекирующей активности, а также оксиды гидрирующих металлов в повышенных концентрациях. Катализаторы деароматизации дизельного топлива были испытаны в лабораторных и полупромышленных условиях. Испытания проводили с использованием в качестве сырья прямогонное дизельное топливо с содержанием 1,7% масс. серы и 36% масс. ароматических углеводородов. Результаты испытаний представлены в таблице 7 [11]. Таблица 7 Результаты исследования каталитических систем деароматизации
Как видно, с практической точки зрения наиболее приемлема каталитическая система NiW+Pt/Al2O3. При умеренном давлении и низкой температуре она обеспечивает высокую степень деароматизации. Недостаток этой системы – очень высокая чувствительность к присутствию серы в сырье. Её содержание не должно превышать 1-3 ppm. Кроме того, для достижения необходимой конверсии ароматических углеводородов объёмная скорость подачи сырья должна быть менее 0,1 ч-1, что на практике трудно осуществимо. Фирмой Haldor Topsoe был разработан серостойкий катализатор (ССК) на основе благородного металла способный работать на сырье, содержащем до 500 ppm. серы. Он обеспечивает высокую конверсию ароматических соединений при умеренном давлении и объёмной скорости [11]. На базе катализаторной системы ССК разработаны два катализатора деароматизации: ТК-907 на аморфном носителе, и ТК-908 на цеолите. Первый рекомендуется применять при содержании серы в сырье менее 10ppm., второй – до 500ppm. Эти катализаторы были испытаны на пилотной установке в течение 1300 и 5500 ч соответственно. Процесс протекал при умеренной температуре и давлении около 4,6 МПа на катализаторе ТК-907 и около 5 МПа на катализаторе ТК-908. Дезактивации катализаторов за время испытаний не наблюдалось. Содержание ароматических углеводородов в обоих случаях не превышало 5% при содержании их в сырье 20-22% [12]. 2. МЕТОДИЧЕСКАЯ ЧАСТЬ С 1.01.05г в странах ЕС действуют нормы по выбросам вредных веществ для автомобильной техники Евро 4, регламентирующие содержание серы в дизельном топливе не более 50 ррm. К 2010 году планируется весь дизельный транспорт перевести на топливо с ультранизким содержанием серы 10 ррm. Снижение содержания серы в дизельном топливе может быть достигнуто путем гидроочистки, проводимой в более жестких условиях. Указанная цель также может быть достигнута подбором нового, более эффективного для данного типа сырья, катализатора [13]. Большинство реакторов гидропереработки нефтяного сырья, находящихся в настоящее время в эксплуатации, спроектированы и построены в середине 70-х годов. Поскольку выходы продуктов и их качество изменились, многие нефтепереработчики смогли получить преимущества от использования прогресса в разработке катализаторов и избежать крупных капиталовложений в свои установки. Однако для того, чтобы полностью реализовать потенциал реакторной системы экономически эффективно, необходима подробная оценка рабочих характеристик и конструкции существующих реакторных систем в сочетании с тщательным рассмотрением имеющихся в наличии вариантов модернизации реакторов. По совершенствованию качества дизельных топлив большие усилия прилагают европейские страны. В них принята концепция ужесточения требований к этому виду топлива, особенно по содержанию в нём сернистых соединений. В настоящее время ограниченное число нефтеперерабатывающих заводов в мире может получать дизельное топливо с ультранизким содержанием сернистых соединений. Кроме этого в этих топливах предусматривается уменьшение присутствия ароматических углеводородов, 98%-й точки выкипания фракции и повышении цетанового числа (в настоящее время 52 пункта, а в перспективе до 55-58 пунктов). C 2000 года в Европе действуют нормы Евро-3, устанавливающие требования по цетановому числу "не менее 51", по сере "не более 0,035 массовых %", плотности "не более 0,845 г/см3" при нормировании содержания полиароматических соединений "не более 11% объёма". В рамках программы “Auto Oil II” Европейский Союз (ЕС) постановил, что с 2005 г. содержание серы в ДТ не должно превышать 0,005 %, цетановое число - не менее 54 ед.. К 2011 г. ДТ для ЕС будут иметь следующие показатели: цетановое число - не менее 53 - 58 ед., содержание серы – не более 0,001%, содержание ПАУ – не более 2 %, температура выкипания 95 % - не выше 340 оС.[14] Таблица 8 - Требования национальных и международных стандартов по отдельным показателям автомобильного дизельного топлива
По отношению к действующему европейскому стандарту EN 590, в Республике Беларусь был разработан и введен в действие с 1.02.2007 стандарт СТБ 1658-2006, который устанавливает технические требования и методы испытания дизельного топлива, используемого для транспортных средств (таблица 9)[14] Таблица 9 - Общие требования и методы испытаний
Доведение качества отечественных ДТ до требований ЕН 590 возможно только при комплексном внедрении на нефтеперерабатывающих заводах современных дорогостоящих технологий гидроочистки (гидрокрекинг и др.) и использовании противоизносных, цетаноповышающих, депрессорно-диспергирующих, антидымных, антиокислительных, моющих и других присадок. За рубежом для характеристики воспламеняемости топлива наряду с цетановым числом используют дизельный индекс. Этот показатель нормируется и в отечественной технической документации на дизельное топливо, поставляемое на экспорт: ТУ 38.401-58-110-94. Дизельный индекс (ДИ) вычисляют по формуле : ДИ =tан d/100, где tан – анилиновая точка (определяют в °С и пересчитывают в ,°F) 10F = (9,5°С + 32), d плотность, градусы АПИ. Между дизельным индексом и цетановым числом топлива существует зависимость :
В отечественной НТД нормируется дизельный индекс. Дизельный индекс определяют по формуле : ДИ= (108А+32)(141,5-131,5 где А- анилиновая точка испытуемого топлива, °С;
В настоящее время разработаны и применяются различные методы качественного и количественного анализа серосодержащих соединений в нефти и нефтепродуктах. Качественные методы анализа необходимы прежде всего для обнаружения таких активных соединений, как сероводород, тиолы и свободная сера. Из качественных методов определения активных серосодержащих соединений в лабораторной практике наибольшее применение нашли проба на медную пластинку и так называемая докторская проба. Анализ на докторскую пробу заключается в том, что нефтепродукт интенсивно перемешивают с раствором плюмбита натрия и порошковой серой. При этом если анализируемый нефтепродукт содержит сероводород, выпадает чёрный кристаллический осадок сульфида свинца: Na2PbO2 + H2 S = PbS + 2NaOH. Докторская проба очень чувствительна и позволяет обнаруживать сероводород при его содержании 0,0006%. Тиолы взаимодействуют с плюмбатом натрия по реакции : Na2PbO2+ 2RSH = (RS)2Pb + 2NaOH, при этом анализируемый нефтепродукт окрашивается в оранжевый, коричневый или чёрный цвет. Для обнаружения сероводорода и свободной серы применяют пробу на медную пластинку, принятую в качестве стандартной (ГОСТ 6321-69). В результате сернистой коррозии медная пластинка, выдержанная в нефтепродукте, при повышенной температуре в течении определённого времени окрашивается в различные цвета от бледно-серого до почти чёрного. К инструментальным методам определения группового и структурного состава серосодержащих соединений относятся газожидкостная и жидкость-жидкостная хромотография, полярография, потенциометрическое и амперометрическое титрование, УФ-,ИК- и ЯМР-спектроскопия, масс-спектроскопия. Полярографическим методом анализа можно определять в нефтепродуктах содержание свободной, сероводородной, тиольной, сульфидной и дисульфидной серы. Сероводородную и тиольную серу в моторных топливах определяют согласно ГОСТ 17323-71 методом потенциометрического титрования нитратом диамминсеребра. По характеру кривых титрования можно качественно оценить наличие в топливе свободной серы Методы анализа общей серы делят на два класса: химические и физические. Из физических методов анализа следует отметить нейтронно-активационный (НАА), рентгено-флюоресцентный (РФА) и рентгено-радиометрический (РРМ). НАА основан на взаимодействии нейтронов с ядрами облучаемой пробы. Предел обнаружения серы равен 5∙10-2%. В основе РРМ лежит измерение поглощения рентгеновских лучей при известной зависимости степени поглощения от концентрации анализируемого вещества. РРМ можно использовать для анализа нефтепродуктов с массовой долей серы не менее 0,5% Метод РФА флюоресцентный вариант рентгено-радиометрического анализа. Предел обнаружения серы составляет 5∙10-3%. Из химических методов анализа общей серы наиболее распространены и стандартизированы окислительные методы. В окислительных методах навеску нефтепродукта сжигают в приборах различной конструкции. В качестве окислителя используются воздух, кислород, диоксид марганца. В основе методов сжигания лежит реакция окисления всех серосодержащих соединений анализируемого нефтепродукта в оксиды серы (SO2,SO3) с последующим их поглащением и анализом [15]. Фракционным составом обычно называют зависимость количества выкипающего продукта от повышения температуры кипения. Накопленный большой эксперементальный материал по определению фракционного состава одних и тех же нефтепродуктом разными методами позволил найти общие закономерности их взаимосвязи и предложить методы расчётного определения наиболее трудоёмких в эксперименте составов по ИТК и ОИ на базе наиболее доступного состава, определяемого простой перегонкой из колбы по ГОСТ 2177-81 [16]. Это метод Эдмистера, а так же, не потерявший своего значения и использующийся до сих пор, метод Обрядчикова и Смидович метод построения ОИ по на основе кривой фракционного состава по ИТК. Опорными параметрами в этом случае служат температуры выкипания 50% (масс.) по ИТК и уклон этой кривой между точками 10 и 70% (масс.). По этим значениям выполняют построения и находят значения отгона по кривой ИТК, соответствующие температурам начала и конца ОИ. ЛИТЕРАТУРА1. Ахметов С.А. Технология глубокой переработки нефти и газа: Учебное пособие для вузов. Уфа: Гилем,2002. 672с 2. Смидович Е.В. Технология переработки нефти и газа. Ч. 2-я. Крекинг нефтяного сырья и переработка углеводородных газов. – 3-е изд., перераб. и доп. – М.: Химия, 1980 г. 3. Аспель Н.Б., Дёмкина Г.Г. Гидроочистка моторных топлив – М.: Химия, 1977 г. 4. Каминский Э.Ф., Хавкин В.А., Курганов В.М. Деароматизация прямогонных дизельных дистиллятов при умеренном давлении водорода. Химия и технология топлив и масел, 1996.- №6.- с. 13- 14. 5. Магарил Р.З. Теоретические основы химических процессов переработки нефти: Учебное пособие для вузов. – Л.: Химия, 1985 6. Орочко Д.И. Гидрогенизационные процессы в нефтепереработке. М.: Химия, 1971. 7. Справочник современных нефтехимических процессов. Нефтегазовые технологии №3, 2001 г. 8. Материалы 4-ой конференции по технологиям нефтепереработки России и стран СНГ. Москва, сентябрь 2004 9. СТБ 1658-2006.Топливо для двигателей внутреннего сгорания. Топливо дизельное. Технические требования и методы испытаний. Минск: Госстандарт,2006 10. И.Н.Дияров и др. «Химия нефти» руководство к лабораторным занятиям,Ленинград «Химия» 1990г. 11. А.К.Мановян «Технология первичной переработки нефти и природного газа».Москва «Химия»,2001г. 12. Первая Российская конференция по технологиям нефтепереработки./ Документация конференции, 25-27 сентября 2001 г. Москва 13. Технология переработки нефти и газа. Процессы глубокой переработки нефти и нефтяных фракций: учеб.- метод. комплекс.Ч.1.Курс лекций/ сост. и общ. ред. С.М. Ткачева.- Новополоцк : ПГУ,2006. -392 с. 14. Соответствие показателей качества топлива действующим стандартам В.В. Чикулаева, Р.Р. Садыков, Р.Н. Никишин. Интернет-ресурс: 15. И.Н.Дияров и др. «Химия нефти» руководство к лабораторным занятиям,Ленинград «Химия» 1990г. 16. А.К.Мановян «Технология первичной переработки нефти и природного газа».Москва «Химия»,2001г. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



 ,
, ,
,
|
|
| 17.06.2012 |
| Большое обновление Большой Научной Библиотеки |
| 12.06.2012 |
| Конкурс в самом разгаре не пропустите Новости |
| 08.06.2012 |
| Мы проводим опрос, а также небольшой конкурс |
| 05.06.2012 |
| Сена дизайна и структуры сайта научной библиотеки |
| 04.06.2012 |
| Переезд на новый хостинг |
| 30.05.2012 |
| Работа над улучшением структуры сайта научной библиотеки |
| 27.05.2012 |
| Работа над новым дизайном сайта библиотеки |